


Das mechanische Tauchgleitschleifen im OTEC Streamfinish-Verfahren ermöglicht durch Anpassung von Eintauchtiefe, Winkel und Granulatdruck einen präzisen Materialabtrag und die Erzeugung homogener Kantenradien. DEM-Simulationen liefern dabei P×V-Analysen zur virtuellen Prozessoptimierung, reduzieren Entwicklungszeiten und sichern reproduzierbare Ergebnisse. Im Vergleich dazu gewährleistet Electrofinish durch anodische Auflösung im Elektrolyt besonders niedrige Mikrorauheiten sowie kontaminationsfreie Glättung komplexer Geometrien. Ein hybrider Einsatz kombiniert die robusten Vorteile beider Verfahren für gesteigerte Oberflächenqualität und Werkzeugleistung und effiziente Ressourcennutzung.
Inhaltsverzeichnis: Das erwartet Sie in diesem Artikel
OTEC Streamfinish-Verfahren optimiert Schneidkantenstandzeit durch kontrollierten mechanischen Materialabtrag Prozessparametern
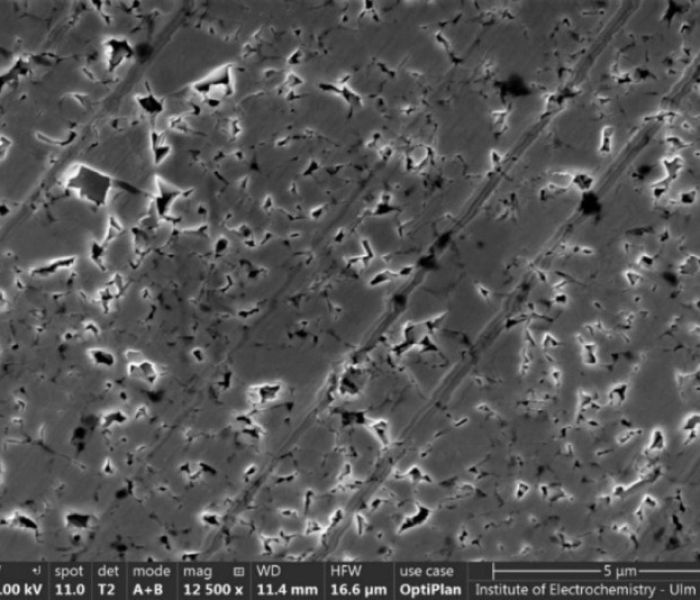
Abbildung 4 REM-Aufnahme einer elektropolierten Spanflanke (Foto: OTEC Präzisionsfinish GmbH)
Im OTEC Streamfinish-Verfahren erfolgt die Tauchgleitschleifbearbeitung durch Einbringen des Drehwerkzeugs in ein abrasives Granulatgemisch und Rotation in Strömung. Mit variierender Eintauchtiefe, unterschiedlichen Zuführwinkeln und einstellbarem Druck lassen sich K-Faktoren von 0,5 bis 2,0 einstellen. Dies führt zu einer gleichmäßigen Kantenausformung, induziert gezielt Druckeigenspannungen in der Randzone und verbessert dank Materialabtrag die Spanbildung und Standzeit der Werkzeuge. Die Steuerung der Parameter ermöglicht eine Homogenisierung von Schneidkanten und trägt zur Prozessstabilität bei.
DEM-Modelle definieren Prozessfenster, beschleunigen signifikant Entwicklung und steigern Reproduzierbarkeit
Mittels der diskreten Elemente Methode (DEM) wird das Zusammenspiel von Millionen beweglicher Partikel und ihrer Interaktion mit Werkstückoberflächen und Maschinenwänden realitätsnah nachgebildet. Die systematische Analyse lokaler Druckspitzen und relativer Geschwindigkeiten (P×V-Wert) ermöglicht das Definieren von stabilen Prozessfenstern für gleichbleibende Oberflächenqualität und effizienten Abtrag. DEM-basierte Simulationen beschleunigen Produktentwicklungen, erhöhen die Prozesssicherheit und liefern präzise Daten zu Kräften, Biegemomenten und Abriebverhalten im Gleitschleifen sowie zur signifikanten Optimierung von Schleifparametern und Prozesskosten nachweisbar.
Anodische Metallauflösung ohne Abrasion gewährleistet symmetrische Kantenradien und Wasserfallprofile
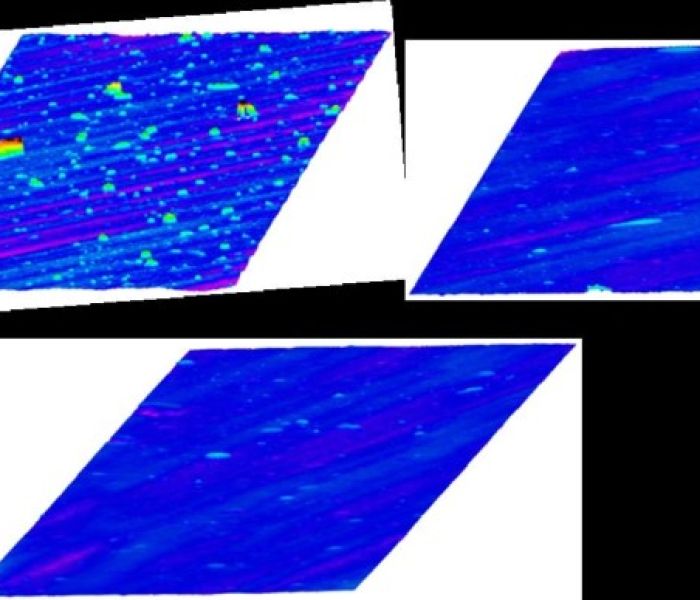
Abbildung 6 Spannfläche Gewindebohrer, Initial 0 min, Electrofinish (Foto: OTEC Präzisionsfinish GmbH)
Electrochemisches Electrofinish nutzt die anodische Metallauflösung in einem leitfähigen Elektrolyten, wodurch mechanische Belastungen und abrasive Partikel ausgeschlossen bleiben. Diese Methode erzielt feinste Oberflächengüten mit minimalen Mikrorauheiten und reinigt selbst komplexe Konturen vollständig ohne Kontaminationsrisiko. Hartmetall-Werkzeuge profitieren von einer gleichmäßigen Glättung ihrer PVD-Schichten bei gleichzeitiger Reduktion von Cobaltauswaschungen. Mit typischen K-Faktoren von 0,7 bis 0,9 lassen sich präzise symmetrische Kantenradien und Wasserfall-Profile mit hoher Maßhaltigkeit erzeugen und dauerhaft reproduzierbare Ergebnisse liefern.
Zunächst makroskopisch konturieren, dann mikroskopisch glätten im hybriden Finish
Im ersten Schritt veredelt das Streamfinish-Verfahren durch kontrolliertes Gleitschleifen die Werkstückgeometrie und generiert stabile Kantenradien im K-Faktor-Bereich von 0,5 bis 2,0. Daraufhin beseitigt das anschließende elektrochemische Finish mikroskopische Rauheiten, entfernt Beschichtungs-Droplets ohne mechanisches Ausbrechen und sorgt für reproduzierbar glatte Oberflächen. Diese Kombination gewährleistet eine erstklassige Geometriepräzision, optimierte Schneidkante und eine nachhaltige Oberflächensauberkeit in einem abgestimmten Produktionsprozess. Sie verbessert die Werkzeugslebensdauer erheblich, reduziert Nachbearbeitungsaufwand und steigert die Prozesseffizienz im integrierten Workflow.
Streamfinish punktet bei großen Losgrößen, Electrofinish ideal für Kleinserien
Investitionsaufwand für Streamfinish-Anlagen ist hoch, amortisiert sich jedoch durch schnelle Durchlaufraten und niedrige Stückkosten in großvolumigen Produktionsläufen mit robusten Bauteilen. Electrofinish hingegen arbeitet mit elektrolytischer Auflösung, benötigt längere Prozesszeiten und spezialisierte Medien, punktet aber bei kleinen Losgrößen, empfindlichen Geometrien und nachgelagerter PVD-Endbearbeitung. Die Entscheidung für ein Verfahren hängt von Serienumfang, Bauteilempfindlichkeit, angestrebter Oberflächenrauheit, Wirtschaftlichkeitszielen und Fertigungskomplexität ab. Zudem spielen Taktzeitoptimierung, Qualitätsstandard, betriebliche Ressourceneffizienz, Wartungsaufwand, Umrüstzeiten und Prozessstabilität eine wesentliche Rolle.
Kombinierte Prozesskette steigert Standzeiten, Präzision und Wirtschaftlichkeit der Zerspanung
Mechanisches Tauchgleitschleifen im Streamfinish erlaubt variablen Abtrag und lokale Verfestigung in einem Arbeitsgang, während Electrofinish filigrane Konturen ohne abrasiven Einfluss gleichmäßig glättet. Erst erhöht das Strömungsschleifen K-Faktoren flexibel und optimiert Spanquerschnitt, anschließend beseitigt die elektrochemische Nachbearbeitung mikroskopische Unebenheiten und entfernt PVD-Overspray. Durch diese Abfolge verbessern sich Zerspanungsstabilität, Oberflächenrauheit und Werkzeugstandzeit. Gleichzeitig sinken Ausschussraten und Fertigungskosten bei komplexen Bauteilen. In kleinen Losgrößen senkt Electrofinish Investitionskosten und bei Massenfertigung minimiert Streamfinish Taktzeiten.











